

铝管的焊接方法与技巧介绍
在做铝加工过程中我们经常会遇到一些产品需要焊接工艺,但在焊接的时候很容易掉焊,那么,如何做好铝管焊接工艺呢?今天万钧金属小编和大家聊聊关于铝管在焊接过程中需要注意的一些事项。
先谈谈铝管焊接的几种方法:
1、钨极氩弧焊
钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。
2、电阻点焊、缝焊
这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。但是在焊接时用的设备比较复杂,焊接电流大、生产率较高,特别适用于大批量生产的零、部件。
3、脉冲氩弧焊
脉冲氩弧焊可以很好的改善在焊接过程中的稳定性可以调节参数来控制电弧功率和焊缝成形。焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合以及对热敏感性强的锻铝、硬铝、超硬铝等的焊接[1] 。
4、搅拌摩擦焊
搅拌摩擦焊首先并主要在铝合金、镁合金等轻金属结构领域得到越来越广泛的应用,此方法的最大特点就是焊接温度低于材料熔点,可避免由熔焊所带来的裂纹、气孔等缺陷。

铝管焊接技巧:
1、在热水中用硬毛刷仔细地洗刷焊接接头。
2、将焊件在温度为60~80℃、质量分数为2%~3%的铬酐水溶液或重铬酸钾溶液中浸洗约5~10min,并用硬毛刷仔细洗刷。或者将焊件放于15~20℃质量分数为10%的硝酸溶液中浸洗10~20min。
3、在热水中冲刷洗涤焊件。
4、将焊件用热空气吹干或在100℃干燥箱内烘干[2] 。
操作要点
1、第一层焊(打底焊)施焊环境温度在5℃以下时,应在100~150℃条件下预热,以免产生气孔。
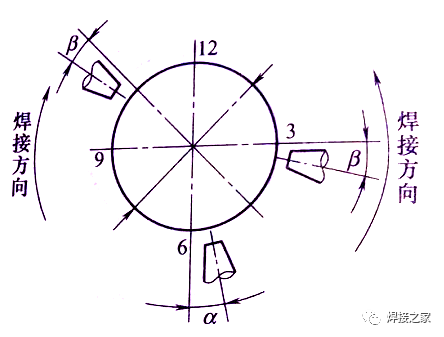
全位置焊接方式的焊接规范与点固焊相同,由仰焊部位起焊,焊半周至平焊位置,再焊另外半周。
由仰焊部位(时钟6点处)开始施焊时,焊枪前倾,倾角α=0°~10°,其余部位焊接时,焊枪后倾,倾角β=0°-15°,全位置焊接各个位置的焊炬倾角如图所示,倾角的变化是为了使坡口充分熔透,而倾角又不能太大,主要是为了尽可能减少飞溅。
2、表面层焊(盖面焊)第一层焊完后,应用铜丝刷将焊缝表面清理干净,去除污渍和氧化皮,待冷后即可进行表面层的焊接。表面层焊接的程度与第一层焊接相同,其规范比第一层焊接稍弱。焊炬移动的速度应均匀,以获得美观,光滑的焊缝表面。
注意事项
1、焊丝、焊件必须确保清洁。
2、为确保气体保护效果,应采取必要的挡风措施。
3、焊接过程中应尽量保持焊丝伸出长度为5~10mm,焊丝伸出太长,则气体保护不良;伸出太短。则使导电嘴温度升高,增大送丝摩擦阻力,以致烧损导电嘴而造成故障。
4、导电嘴的直径以2.0~2.2mm为宜,太小,由于焊接时受到热膨胀,使送丝困难而中断焊接;太大,会使导电嘴和焊丝接触不良,造成电弧熄灭或焊丝与导电嘴内壁之间起弧,破坏正常的焊接过程。
5、保正正常的送丝,送丝管不能有太大的弯曲,以维持正常的焊接过程。
6、尽量减少焊接接头的软化程度,焊接时层间温度应<200℃。
7、选择恰当的焊接规范是确保焊接质量和焊缝成形美观的前提。常用铝管的焊接规范见表5-8。





