【6061铝管厂家】CRH6型动车组车用铝型材消费与焊接技术剖析
1、序言
高铁动车CRH6型城际铁路动车组列车是在我国第一款城际铁路动车组列车,分成车速200和160千米2款车系,均为4动4托组队火车。在其中车速200千米火车,坐席劳动定员为557人,载满1488人;车速160千米火车,坐席劳动定员为1514人,载满2010人。约为主干线同速率级别、同组队方式动车组列车的2倍多,并超过B型地铁站运输能力,且兼顾动车组列车和地铁列车的双向优点,具备开机启动项与泊车、可以信赖、高舒适度、绿色环保等诸多优势。既能够完成髙速经营、大座位数,又可以达到城市圈中间短站间隔的应用要求。
该城轨火车融合路轨车子汽车轻量化的规定,行为主体车箱选用22款铝合金型材特殊铝型材电焊焊接,每火车车厢规格为24.5×3.3×3.86m,车身横断面如图所示1所显示。
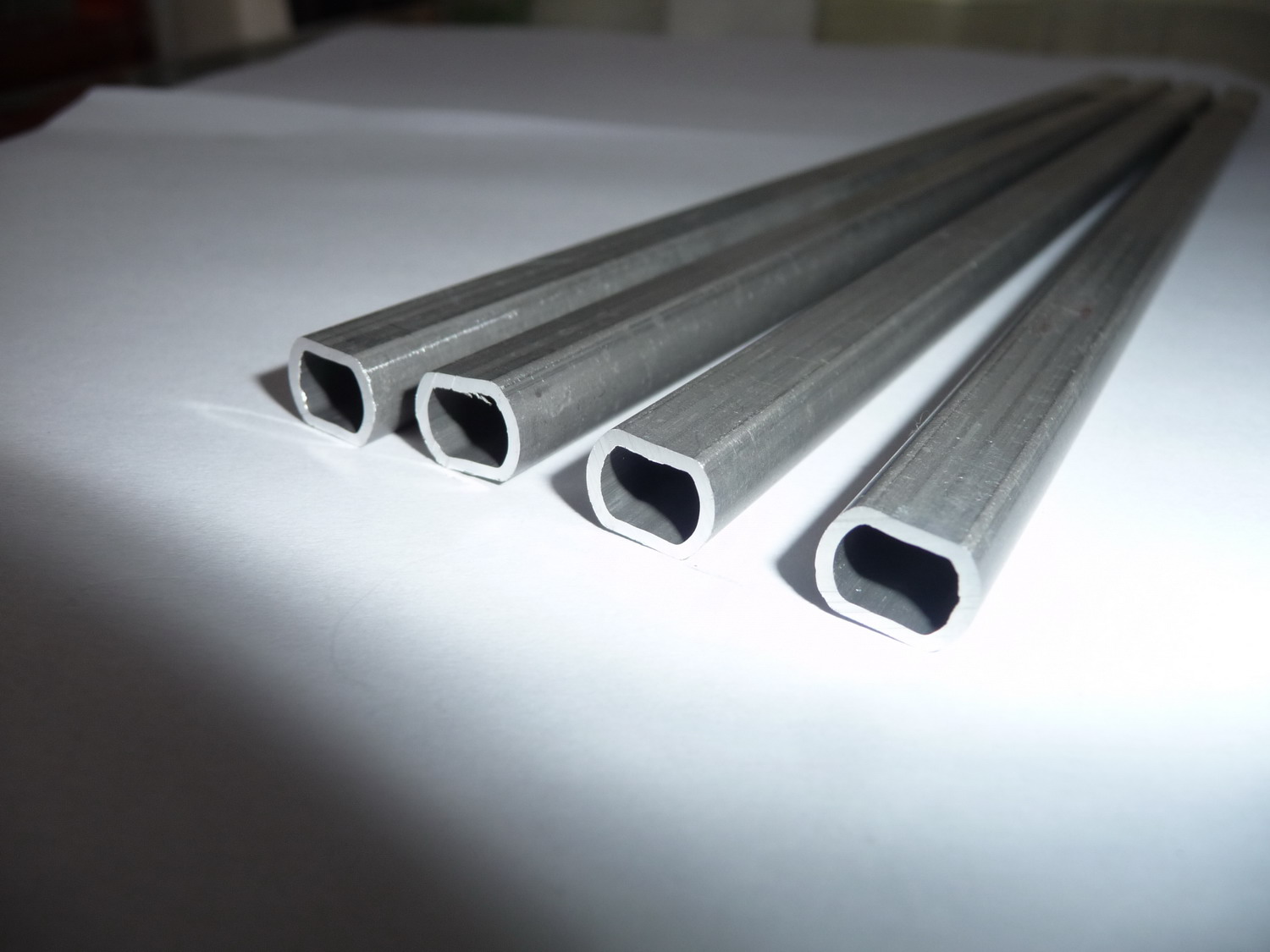
此火车用铝型材生产制造难度系数大,技术标准高。其横断面样子繁杂,还兼顾大横断面、铝型材长(24.5m)、厚壁、扁宽、壁厚差大等特性,并且对物理性能、电焊焊接特性、耐腐蚀特性、规格精密度和外型品质等都规定有出色的数据信息指标值,一部分铝型材横断面如图2所显示。生产制造此火车车身用铝型材,除必须配置大中型溶炼机器设备和挤工作压力超过80MN精密加工挤压成型武器装备外,还务必操纵好一系列工艺流程的生产工艺加工工艺标准。下边融合我企业担负的2011年广东国家教育部产学研用融合新项目(项目编号:2011A090200104),对高铁动车CRH6城轨火车用铝型材生产工艺关键点述论以下。
2、生产制造实验全过程
实验选用同水准热顶锻造法以及透气砖汽体精练法生产制造A6N01和A7N01铝合金铸棒,对铸棒开展匀质解决后火车皮,并在90MN和36MN挤压成型配套设施机器设备上开展挤压成型和线上热处理,铝型材经一定時间的当然时效性后开展人工时效解决。
2.1实验用原材料
挤压成型实验用原材料为溶炼生产制造的型号规格与规格型号为Ф494mm-A6N01及Ф320Mm-A7N01二种铸棒,A7N01铝合金关键用以边梁构造,共3款铝型材,
其他为A6N01铝合金。依据生产制造具体必须,对日本规范JISH 4100中的这二种铝合金成份开展相对应调节,实际以下表1所显示。
2.2实验关键机器设备
(1)溶炼配套设施机器设备
铸棒生产制造选用25吨溶炼炉及同水准热顶铸造机,其关键配套设施机器设备有:
①温度控制全自动自动控制系统;
②铝冶炼线上净化处理除气系统软件;
③透气砖汽体拌和系统软件;
④陶瓷过滤器;
⑤在线测氢仪;
⑥50载货量匀质炉。
(2)挤压成型配套设施机器设备
铝型材挤压成型应用的是90MN连续挤压机和36MN连续挤压机,其配套设施机器设备有:
①迅速直流中频感应炉(梯度方向升温);
②优秀线上淬火装置;
③双放线机;
④500吨拉申校直机;
⑤多用途整形美容机;
⑥30米长时效炉。
2.3 加工工艺性能参数
因为火车铝型材对抗压强度、缓解疲劳、耐腐蚀等规定高,因而铸棒时务必确保炉内铝合金高宽比细晶强化。而在制订冲压模具及挤压成型加工工艺时,除确保商品的良品率外,还需确保商品的规格精密度和综合性物理性能等性能指标规定。因而,在生产制造中,对溶炼、挤压成型和时效性加工工艺都是有严苛的规定,实际实行的生产工艺规定如表2~表4所显示:
3、实验結果与探讨
3.1铸棒高倍实验結果
对铝合金铸棒抽样做高倍查验,进胶口晶粒大小1级,底端1~2级,边缘深5~11mm部分有2级晶体,无其他缺点。挤压成型前对其开展火车皮解决,性能参数达到火车铝型材挤压成型生产制造要求。试件高倍相片见下面的图3~图4所显示:
3.2物理性能实验結果
铝型材试件物理性能实验結果如表5所显示:
3.3维莫氏硬度及弯折实验
铝型材试件布氏硬度及弯折实验結果以下表6:
3.4铝型材金相分析实验結果
(1)A6N01铝型材试品金相分析实验結果
高倍机构:试品检验表面末见粗晶环,末见裂痕、缩尾、明亮晶体、非金属材料参杂、外界金属材料参杂、白斑病及化学物质等斑点状缺点,高倍晶粒大小等同于GB/T 3246.2-2012的一级。
显微镜机构:试品未见过烧,均值晶体直径大约为91.6μm,非常GB/T 3246.1-2012的四级,如图所示5:
(2)A7N01铝型材试品金相分析实验結果
高倍机构:试品检验表面末见粗晶环,末见裂痕、缩尾、明亮晶体、非金属材料参杂、外界金属材料参杂、白斑病及化学物质等斑点状缺点,高倍晶粒大小等同于GB/T 3246.2-2012的一级。
显微镜机构:试品未见过烧,均值晶粒大小约为3.3μm,等同于GB/T 3246.1-2012的13.5级,如图所示6所显示。
3.5其他实验結果
试件开展的其他实验結果如表7所显示:
铝型材电焊焊接后还需开展焊接基本上特性、热裂痕、疲劳极限及焊接晶间腐蚀等有关实验,检验的电焊焊接特性均应达到火车铝型材电焊焊接特性规定。实验按高铁动车CRH6火车车身规范电焊焊接了12米长车身,每款铝型材拼凑优良,车身总计尺寸公差低于11mm,电焊焊接后的车身实际效果如图所示7所显示。
由火车铝型材商品的检验結果得知,全部检验結果均达到火车铝型材规范规定。因而,实验选用的加工工艺性能参数是彻底行得通的。
3.6实验加工工艺探讨
3.6.1溶炼加工工艺探讨
在溶炼生产过程中,针对A6N01铸棒的生产制造关键点与其他6系铝合金比较类似,在这里不做描述。而在开展A7N01铝合金冶炼锻造全过程时,由于其细晶强化水平较为高,在溶炼全过程中需操纵的主要参数较为严,实验生产过程特别注意下列层面:
(1)锌密度大,添加铝溶体中容易沉炉底不容易熔融,锌立即与火苗触碰易空气氧化烧蚀,添加方法较
多方面决策了锌的实付率高矮,根据生产制造研发验
证,当回炉废料熔融有一层液体金属再匀称添加锌锭的方法行得通,烧蚀少;
(2)在Al―Zn―Mg系铝合金中少量钛能优化铝合金在铸态时的晶体,防止浇铸发生羽毛状晶,减少裂痕趋向性,钛成分应操纵在0.02~0.06%中间;
(3)进入的高纯度Ar气务必99.99%之上,精练時间不少于二十分钟,在锻造前尽量将流槽及锻造盘清理升温风干,防止将氢带到铝合金型材溶体。
3.6.2冲压模具探讨
有效的冲压模具是完成火车铝型材商品成形和规格精密度的关键确保,也是得到商品优质特性的关键环节,特别是在在操纵中空铝合金型材的焊接机构和铝型材物理性能层面至关重要。模貝分离孔的尺寸、总数、样子、遍布部位,焊合室的样子和规格,模仁的构造等性能参数是在设计方案模貝时需需考虑到的关键一部分。历经数次实验科学研究,冲压模具时特别注意以下几个方面:
(1)分离孔设计方案:针对内腔且厚度较薄的铝型材,设计方案靠两侧的分离孔应比管理中心分离孔大,可填补靠右边金属材料流动性工作压力小,送料艰难的不够;
(2)分离桥设计方案:为了更好地减少焊合花纹发生的机遇或缓解焊合花纹的水平,降低分离桥底下过流保护,把分离桥的倒圆角设计方案成梨形,并把分离桥桥尖设计方案成20°锥型;
(3)焊合室的设计方案:对于多凹模大横截面铝型材的冲压模具,焊合室高宽比宜超过45mm,有效挑选50~55mm,提高静工作压力和焊合時间,使铝型材金属材料特性做到加强实际效果。另外,焊合室附近用R5圆弧衔接,降低过流保护,有益于金属材料流动性;
(4)工作中带的设计方案:型腔工作中带在设计方案时,把壁薄厚、被分离桥盖住一部分的筋部工作中带设计方案为最少。从减少挤工作压力的视角考虑,在确保产品成形精密度的状况下尽可能短。
3.6.3挤压成型及热处理方法探讨
车身铝型材对综合型能的规定十分严苛,挤压成型生产过程时要防止出现铝型材晶粒大小及商品的延伸率达不上规范规定的状况。因而,我们在确保铸棒及模貝品质的前提条件下,从挤压成型加工工艺的操纵及其铝型材时效性规章制度等层面开展了很多实验。
(1)在铝型材时效性加工工艺挑选时,对不一样时效性规章制度解决的铝型材测量其室内温度物理性能(抗压强度Rm、屈服强度RP0.2及延伸率A50Mm),实际如表8、表9所显示。
从实验数据信息中,大家选择了A6N01为180℃×2.7h和A7N01为90℃×8h 165℃×10h的二级时效性加工工艺,确保了时效性后铝型材的物理性能符合要求。
(2)A7N01铝合金型材的细晶强化水平高,铝合金的抗晶间腐蚀裂开特性及匀称化较弱,在挤压成型全过程中,根据对浇铸的溫度,挤压成型速率等开展提升,尤其是缓减线上热处理速率,能合理地提升铝型材的抗晶间腐蚀裂开特性。
(3)为使挤压成型铝型材总体特性匀称,生产制造选用等温过程挤压成型,规定挤压成型前加温的铸棒过去到后沿中心线溫度慢慢减少,产生每米铸棒20℃的温度场。挤压加工后,为得到平稳的机构特性,铝型材在冷床前12m选用强冷气制冷,12m后选用弱风一吹至铝型材彻底制冷。
(4)因铝型材长短为24.5m,实验用时效炉为30m长,在时效性全过程中,对时效炉前后左右需校准好,温度差应不超2℃。时效性时,应将提温時间调长,实验选用的提温時间为3个钟头,有益于除去铝型材的热应力。
4、结果
(1)对A7N01铝合金铝型材当然时效性后再开展双极时效性,而且伴随着时效性時间的增加,不但合理提升该铝合金的抗晶间腐蚀特性,并且在损害少量的物理性能下,能够大大提高铝合金的拉伸强度。针对A6N01铝合金铝型材,在固定不动的溫度情况下,伴随着时效性時间的增加,能够合理提升该铝合金的抗晶间腐蚀特性和物理性能,可是铝合金铝型材的拉伸强度是降低的,因此 大家挑选的是欠时效性加工工艺。
(2)在冲压模具全过程中,需更改以成形率做为设计方案关键的观念,而需优先选择考虑到商品特性规定。模貝焊合室不适合过深,一般以40~55mm为宜,且小芯头的空刀部位生产加工需尽量光洁,那样生产制造出的铝型材晶粒大小才更加容易做到一级的规范。
(3)公司如从工程建筑铝型材到生产制造大中型繁杂的火车车身用铝型材,除配套设施一些必不可少的硬件配置机器设备,如精密机械制造生产设备、大中型挤压成型机器设备、温度控制精准的时效炉等,还需提升技术人才的贮备及其专业技术人员和生产制造职工的专业能力学习培训,持续探索小结加工工艺并保证用心严格遵守生产工艺规定。
(4)创建详尽的商品追踪档案资料,从原料购置、溶炼、挤压成型、产品质量检测及包裝贮运各工艺流程对每一个商品都需要有详细详尽的纪录,保证 商品信息及追朔性。