【佛山6063铝管厂家】处置铝型材正常出料后在冷床上冷却弯曲景象
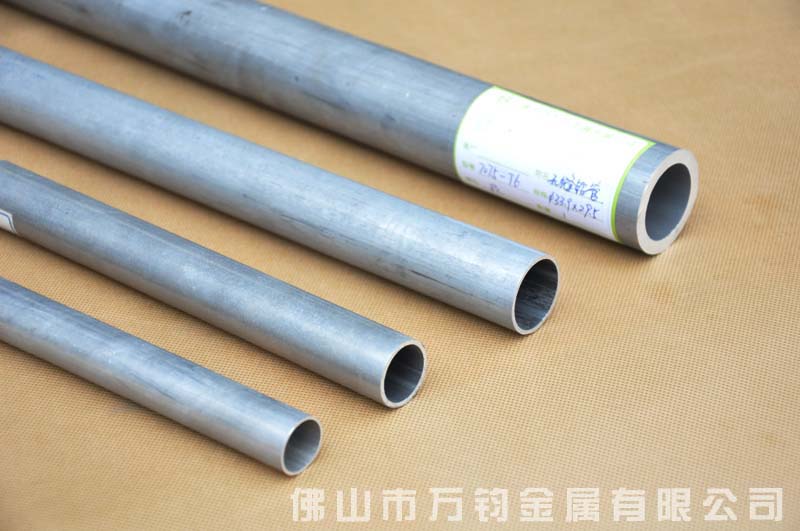
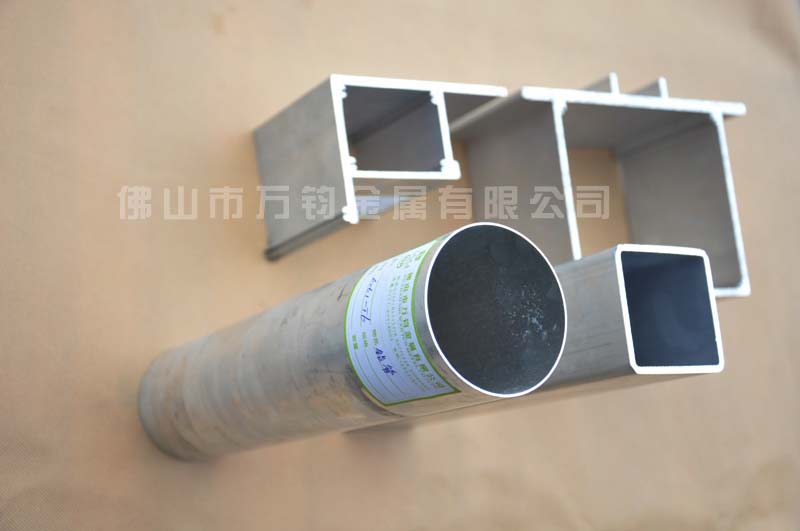
伴随着铝型材在工程建筑、电子器件、车辆和城市轨道等层面的运用日渐提升,铝型材的样子也日趋多元化和复杂。一些样子的铝合金型材会给挤压成型生产制造产生一定的艰难,如图所示1和图2所显示A、B2款铝型材,归属于样子不一样且壁厚不均匀,不但挤压成型进料存有艰难,并且铝合金型材制冷后会造成弯折,危害铝合金型材校直品质。
2款样子不一样壁厚不均匀的铝合金型材
1 基本原理
大家对相近铝合金型材开展了很多的观查,发觉在现阶段的制冷方法和标准下,铝合金型材一切正常进料后在冷床边制冷,几分钟后便会发生铝型材向中空位置或壁厚偏厚的位置弯折的状况,如图所示3和图4所显示。
铝合金型材一切正常进料后在冷床边制冷后弯折状况
这类制冷后造成弯折的全过程,可分成下列好多个环节[1]:
(1)铝合金型材厚壁一部分溫度降低快,先造成收拢力,厚壁管一部分或中空管一部分溫度降低慢,基本上沒有收拢力;
(2)厚壁一部分截面较小,造成的收拢力较小,或被放线机驱动力清除;
(3)铝合金型材离去放线机,溫度再次降低;
(4)铝合金型材厚壁管一部分或中空管一部分截面很大,伴随着溫度降低慢慢造成很大收拢力,厚壁一部分溫度已大幅度降低,不会再造成收拢力或收拢力较小;
(5)铝合金型材横截面上遭受的收拢力尺寸不均匀,铝型材沿挤压成型方位往厚壁管一部分或中空管一部分弯折。
2 实验标准和试验方案
依据之上的基本原理剖析,大家设计方案和应用髙压气雾剂喷头,对铝合金型材A和铝合金型材B在进料口开展如图所示5和图6所显示的部分制冷,使铝合金型材总体制冷速率趋向同歩和匀称。实际实验标准如表1~表3所显示。
表1 实验铝型材标准
Table 1 The conditions of the test profiles
铝型材
种类
总截面
/mm2
中空管(厚壁管)位置截面
/mm2
进料溫度
/℃
挤压成型速率
/m·min-1
挤压成型长短
/m
铝型材A
中空铝型材
666.65
242.74
530~540
12
30
铝型材B
实芯铝型材
1134.25
541.93
530~540
10
30
表2 一般制冷标准
Table 2 The conditions of the normal cooling
实验目标
进料制冷方法
离心风机输出功率/kW
离心风机总数/个
气体溫度/℃
铝型材A
风冷
0.75
5
38~45
铝型材B
风冷
0.75
5
38~45
表3 部分制冷实验标准
Table 3 The conditions of the partial cooling
实验
目标
进料制冷
方法
标准气压/MPa
喷头直径/mm
水气混和比
温度/℃
喷头与铝型材
间距/mm
喷头总数/个
铝合金型材A
髙压气雾剂
0.4
6
约5:1
40~45
200
1
铝合金型材B
髙压气雾剂
0.4
6
约5:1
40~45
200
1
大家使实验铝合金型材各自在一般制冷标准和部分制冷标准下开展制冷,精确测量铝合金型材在离去放线机进到冷床时其各位置的外表温度,并精确测量铝合金型材在校直前的弯折水平(如图所示3和图4中所显示规格H)。
3 实验結果及剖析
3.1 外表温度
历经一般制冷和部分制冷二种标准制冷,铝合金型材在离去放线机时其各位置外表温度如表4所显示。
表4 铝铝型材离去放线机时各位置外表温度
Table 4 The surface temperature of each section of the profile while it left the puller
实验目标
一般制冷
部分制冷
厚壁管部/中空管
厚壁部
厚壁管部/中空管
厚壁部
铝合金型材A
411℃
312℃
353℃
364℃
铝合金型材B
403℃
331℃
337℃
371℃
由表4得知,在一般制冷标准下,A、B2款铝合金型材在离去放线机时,其厚壁管部或中空管的外表温度都比厚壁部的要高约70~100℃。而部分制冷的方法,尽管沒有应用滑颁布的离心风机制冷,因此 厚壁部的外表温度比选用一般制冷时的要高,但因为选用髙压气雾剂喷头对厚壁管部和中空管开展部分制冷,因此 该位置的溫度较一般制冷要低,乃至相对于同标准下的厚壁部的外表温度更低。实验結果表层,部分制冷的方法可以合理调整铝合金型材进料后的制冷均衡。
其关键缘故以下:
(1)一般风冷标准下,铝合金型材各位置与气体触碰的传热指数均相同,但因为厚度或样子不一样,各位置的排热速率不相同,因此 ,厚壁管部或中空管的排热速率比厚壁部慢[2];
(2)选用部分髙压气雾剂制冷时,因为另外存有气体和水二种传热物质,且水的传热指数比气体大,因此 能提升排热速率;
(3)髙压气体将水做雾化,提升了水和铝型材触碰的面积,另外毁坏了水和高溫铝型材触碰时造成的蒸汽膜,提升了换热效[3];
(4)髙压气雾剂喷头具备极强的专一性,气雾剂的交角约为25°~30°,可以完成部分制冷而不危害铝型材其他位置。
3.2 铝合金型材弯折水平
历经一般制冷和部分制冷二种标准制冷,铝合金型材校直前的弯折水平H的精确测量結果如表5所显示。精确测量比照结果显示,在进料口开展部分制冷能合理地减少铝合金型材在制冷全过程中的弯折水平。
表5 铝合金型材的弯折水平H
Table 5 The bend degree of the profiles
实验目标
一般制冷
部分制冷
铝合金型材A
960mm
246毫米
铝合金型材B
872毫米
197mm
其关键缘故是铝合金型材在进料时,厚壁管部或中空管这类较难制冷的位置被髙压气雾剂极速制冷,造成了极强的收拢地应力,厚壁部当然制冷也造成一定的收拢地应力。尽管前面一种比后面一种的收拢地应力大,上下收拢地应力犹存在没有均衡,但因为铝合金型材遭受放线机的牵引带,此不平衡的收拢地应力被驱动力所相抵。当铝合金型材离去放线机时,铝合金型材的总体溫度已降低至350℃上下,在冷床边选用风冷所造成的收拢地应力较小,上下两侧的不平衡收拢地应力也较小。因而,当铝合金型材制冷至室内温度时的弯折水平也较小。
4结果
文章内容详细介绍了铝合金型材制冷后造成弯折缘故,主要是因为铝合金型材在制冷后横截面各点造成的收拢地应力不平衡而致。而铝合金型材横截面各点的制冷速率不均匀,是造成收拢地应力不平衡造成的关键缘故。根据制做和应用髙压气雾剂喷头,对铝合金型材开展部分制冷,使铝合金型材横截面各点的制冷速率和收拢地应力趋向均衡,最后减少铝合金型材制冷后的弯折水平,提升铝合金型材的校直品质。实验标准为铝合金型材出入口溫度,挤压成型速率10~12m/min,髙压气雾剂标准气压约0.4MPa、水气混和比约5:1,温度40~45℃,喷头总数一个。实验結果为铝合金型材离去放线机时其厚壁管部或中空管外表温度340~350℃,厚壁部外表温度约370℃,制冷后弯折铝合金型材的弧高H为200~250Mm。
大家仔细观察铝合金型材制冷造成弯折的状况,得到了造成该状况的规律性以及基本原理,根据制做和应用专业的部分制冷设备,对2款具备象征性的铝合金型材开展实验,最后得到下列结果:
(1)在一般风冷的标准下,铝合金型材会向制冷比较慢的位置造成弯折,制冷速率差别越大,弯折水平越高[4,5];
(2)选用髙压气雾剂的制冷方法,可合理加速铝合金型材部分的制冷;
(3)在铝合金型材进料时对比较难制冷位置选用部分制冷,使其与容易制冷位置的制冷速率相态,可减少铝合金型材在冷床制冷后的弯折水平。