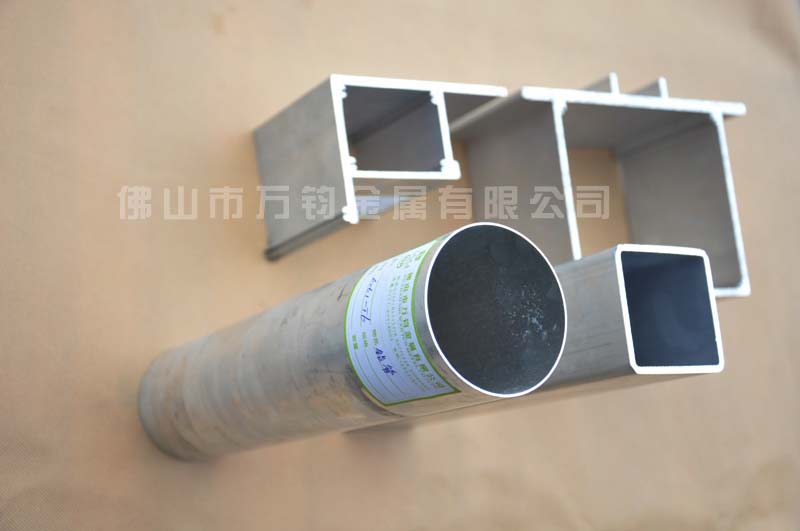
铝材挤压原理
铝材挤压机分为正向挤压和反向挤压两种,目前绝大部分用的是正向挤压机,科学原理是液压机原理。要从挤压机的构造来分析:我们通常把挤压机分为三部分:主缸、中板、挤压杆。主缸是一个液压装置,液压油通过大活塞传压至小活塞,推进挤压杆,将经过加热的铝棒推进挤压桶,达到排气压力后挤压桶后退排气,再前进与模具腔体接合,达到出材压力后,挤压杆同时前进将挤压桶内的铝送入模具分流孔,铝合金通过模具慢慢流出成型。
首先,企业需要客户产品的图纸或者样品,以了解此产品的规格尺寸,有无挤压难点,应如何控制.经双方确认图纸就可以安排就行模具制造.
其次,工业铝型材挤压机热挤压模具不同于一般的机械零件加工,而是介于机械加工与压力加工之间的一种工艺性设计.除了应参考机械加工所需遵循的原则以外,尚需考虑热挤压条件下的各种工艺因素.模具设计好以后需要进行加热,同时铝棒应该加热到挤压所需的温度,然后挤压试样.
接着,试样出来的半成品需要由技术人员对尺寸表面等进行仔细地检验,如果不合格,应该制定详细的模具返修方案,待确认后,可再进行模具设计.
等到试样合格以后,要进行人工矫直,以确保产品有良好的直线度.矫直完以后锯切.
产品时效很重要,时效时间一般在8-10小时,以确保铝挤压型材有良好的硬度,对于需要进行折弯的产品,如铝管,硬度一般在韦氏10度以下,材质为6063的最好.
表面处理后在进行成品检验,包括尺寸形位公差,表面是否划伤,硬度检验等等,合格后打样寄样给客户。
等到客户确认后在进行大货挤压生产,全部生产完毕,锯切,检验,挑出合格产品进行包装,包装确保在运输途中不损伤产品.
质检人员应该准备好质保书,检测标准,生产检测表,图纸,送检记录等相关文件,如客户有要求,必须出具原材料光谱检测证明
最后是等待客户发货通知.客户在使用产品过程中,售后服务必须及时准确的处理和解决客户的问题,对于客户的问题及要求,要做及时详细的整理.确保以后的生产中避免。