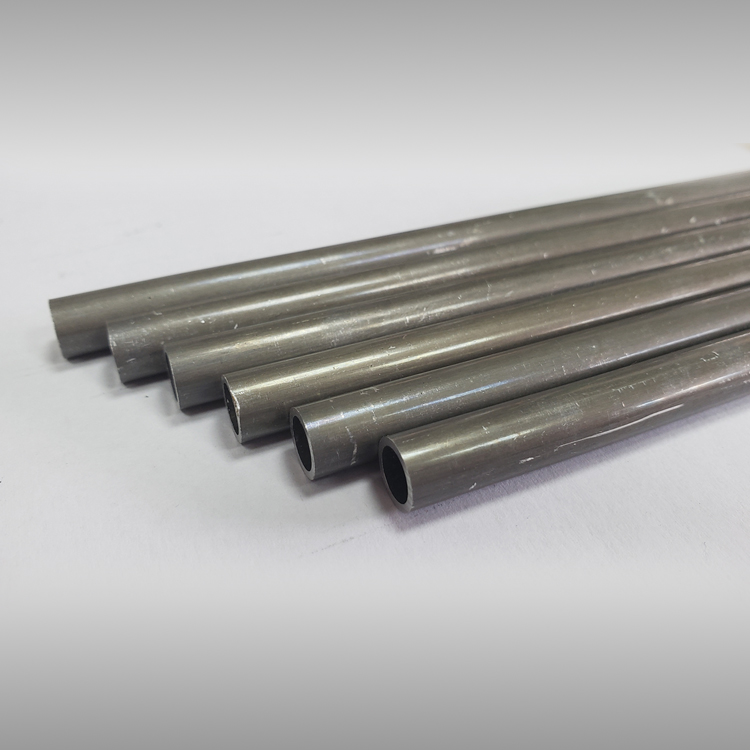
【6061铝管厂家】挤压型材外表起泡起皮缘由及处置办法
【6061铝管厂家】挤压型材外表起泡起皮缘由及处置办法
返回新闻列表
汽泡或脱皮:在产品表层发生凸形的泡,多见于头、尾端,详细的叫汽泡,已裂开的叫脱皮。
1。挤压成型商品汽泡、脱皮造成的缘故:
1)挤压成型筒、挤压成型垫损坏偏差,挤压成型筒和挤压成型垫规格相互配合不善,另外应用的2个垫圈之直徑差超出规定值。
2)挤压成型筒和挤压成型垫很脏,沾有油渍、水份、高纯石墨等。
3)润滑脂中带有水
4)浇铸表层铲槽过多,过深,或浇铸表层有出气孔、沙孔,机构松散、有油渍等。
5)拆换铝合金时,筒内未清除整洁。
6)挤压成型筒溫度和挤压成型浇铸溫度过高
7)浇铸溫度、规格超出容许负误差
8)浇铸太长,添充太快,浇铸溫度不均匀,造成非鼓型添充,因此筒内排气管不彻底,或实际操作不善,未实行排气管工艺流程。
9)模孔设计方案不科学,或切产成品不善,分离孔和引流孔内的产成品被一部分带出,挤压成型时间隙中的汽体进到表层。
清除方式:
1。有效设计方案挤压成型筒和挤压成型垫圈的相互配合规格,常常查验专用工具规格,确保符合规定,挤压成型筒发生大肚子要立即维修,挤压成型垫不可以偏差。
2。专用工具、浇铸表层保持干净、光洁和干躁
3。拆换铝合金时,完全清筒
4。常常检查设备和仪器设备,避免溫度过高、速率过快
5。严格遵守工艺规程和各类规章制度
6。有效设计方案、生产制造工模貝,引流孔和分离孔设计方案成1度过~3度内倾斜度
7。严苛实际操作,恰当裁切产成品和彻底排气管